
































歐姆龍plc在玻璃配料plc控制系統中的應用
陜西容感電氣它是一家高新技術企業。在歐姆龍plc玻璃鋼化設備及其配套設備的控制技術中,歐姆龍plc在玻璃配料plc控制系統中的應用占據很大的市場。公司專業從事玻璃深加工技術設備的研發,具有完整的產業鏈和持續的自主創新能力,是玻璃行業控制深加工設備的佼佼者。生產的玻璃深加工設備出口到世界許多國家和地區,包括歐美市場。
圖1辦公樓圖2鋼化設備
二、系統介紹
1.簡要流程介紹
臥式輥式玻璃鋼化爐(圖2)既是發夾產品又是其主要產品之一。簡單的框圖如下:

在加熱部分中將玻璃加熱到特定溫度后,冷卻介質迅速冷卻。普通平板玻璃通過上輥輸送機輸送到加熱爐內,通過加熱爐內的加熱輥往復擺動,均勻加熱到加工溫度,然后送到風柵盤上,用強風淬火,然后定期冷卻。它被送到卸載輥,完成一個循環的生產過程。
2,系統硬件架構
回火爐的控制系統主要分為兩部分:溫度控制,玻璃輸送控制,溫度控制。目前,我們使用的主要方法是電路板和模塊,這里不再贅述。主要介紹玻璃輸送機控制,輸送機控制系統主要由PLC和相應的執行機構組成。
從上面的簡要框圖來看,玻璃的運輸控制并不復雜,但該系統的安全性和穩定性要求非常高。另外,回火爐是非標準設備,有很多種。因為我們的輸出非常大,所以需要程序的標準化程度很高。歐姆龍一直是我們的合作伙伴。我們最早使用的是歐姆龍的C200HG PLC。為了進一步提高程序的標準化,我們升級為歐姆龍CJ1系列PLC。其中一個型號的硬件配置如下:
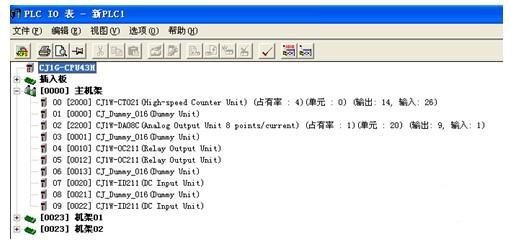
1),PLC配置:電源:CJ1W-PA205R 1,CPU; CJ1G-CPU43H 3.0版本1,高速計數:CJ1W-CT021 1,模擬單元:CJ1W-DA08C,輸出:CJ1W-OC211 2,輸入:CJ1W-ID211 2.
2)2個編碼器,多個傳感器和6個逆變器。
三. 控制系統的功能
1.流程行動流程
玻璃鋼化爐主要由上部,加熱部,成形部(包括空氣冷卻部)和取出部構成。變頻器由PLC自動控制,以執行無級變速,從而使各部分的速度完全同步。系統采用PLC作為中央控制器,完成系統運動的時序邏輯控制和狀態報警顯示等任務。加熱輥和風冷輥上設有旋轉編碼器,用于檢測加熱輥和風冷輥中玻璃的運動位置,確保玻璃在整條生產線上的準確定位,系統運行控制和實時數據。通過工業計算機實現采集和運動過程監控,各種參數的顯示和設置。見圖3和圖4
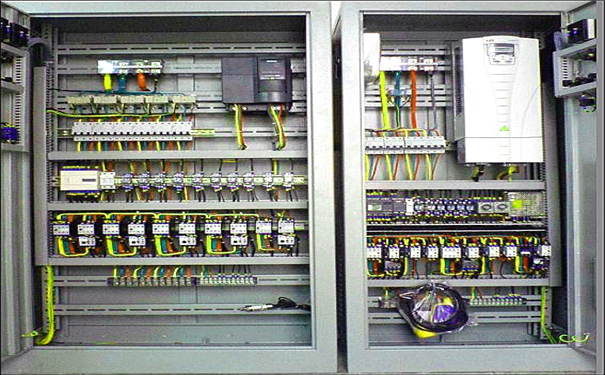
圖3 歐姆龍plc控制柜圖4變頻器控制柜
玻璃通過上層輸送到上部薄膜以等待,并且當滿足爐子條件時,上部件和爐體驅動器同步操作以將玻璃輸送到爐子中。在加熱部分中均勻地加熱玻璃,并且開始加熱計時器以執行加熱定時。由于爐子的長度受到限制并且玻璃不能停止,因此玻璃在爐子中往復振蕩直到加熱開始。當加熱定時時,后門打開并準備釋放。當爐子被釋放時,加熱部分和成形部分被同步驅動以將玻璃輸送到成形部分。在將玻璃供給到成形部分的過程中,啟動冷卻系統并根據模制過程開始冷卻定時。如在爐體中一樣,玻璃也在成形部分中往復運動,直到冷卻完成。在冷卻結束后,通過成形部分和取出件將玻璃輸送到卷取件,然后由工人帶走。那就是完成一個生產周期。
2.過程特征
從過程的角度來看,輸送控制非常簡單,但仍有很多要求仍然很高:1)。當玻璃從上部運輸到下一部分時,兩個部分的速度同步非常高,否則玻璃將被刮傷。接觸面,因此輸送的速度控制應精確; 2)當玻璃進入加熱部分時,加熱部分的運動必須可靠,并且必須沒有錯誤,否則玻璃會軟化并粘在輥道上,從而損壞輥道。加熱輥由陶瓷輥制成,價格相對昂貴,因此加熱段的操作必須穩定可靠; 3)。成形部分具有平坦和彎曲的表面。當非平板玻璃時,要求定位精度高。重復性也很高,否則生產的產品將不符合要求。
3.編程
CJ1 PLC具有任務編程和功能塊編程。該裝置可根據裝置結構分為多個任務,如薄膜,加熱,成型,風冷和取膜。這些任務可以由一個人或多個人完成,最后根據條件調用每個任務。這是基于任務劃分的設備結構,并根據每個功能進行功能塊編程:傳送功能,往復功能,定時功能,計數功能,傳送報警等。相同的功能或類似功能可以在不同的任務中編寫功能塊。當您需要執行相同或類似的功能時,您只需要調用編程的功能塊,這樣可以避免重復編程。
您可以手動指定IO地址,不限于硬件插槽,也可以為保留的空閑插槽設置虛擬地址。稍后添加模塊時,您可以添加添加的模塊。這樣,在考慮程序框架時,不需要考慮硬件變化。編程時,IO地址是事先確定的。確定硬件后,只能更改IO表。沒有將模塊設置為虛擬地址,也不需要更改任何程序。這種非標準設備不僅節省了大量的程序開發時間,而且由于硬件的變化也不會修改程序,從而使程序標準化;并且因為不需要在空位添加任何占位符模塊,所以不必放置備用模塊。 ,這大大降低了硬件成本。見圖6 #p#分頁標題#e#
四﹑項目運行
該項目已從C200HG升級到CJ1系統超過六年。使用CJ1系統的設備1000多套,其他許多設備出口到國外。操作非常穩定,使用和維護非常方便,受到國內外客戶的高度評價。
五﹑應用體會
1. CJ1體積小,節省空間;命令快速靈活;
2.基于任務的編程,虛擬地址編程和功能塊編程簡化了編程過程,消除了重編程的相同功能,節省了開發時間,提高了程序的標準化程度;
3. CJ1系統的使用極大地提高了設備定位的準確性,操作穩定性和可靠性,從而提高了生產效率。
總結:以上就是今天小編為大家介紹歐姆龍plc在玻璃配料plc控制系統中的全部內容,如果您那里還有任何歐姆龍PL方面的問題,隨時歡迎咨詢陜西容感電氣,我們隨時為您服務。
標題:歐姆龍plc在玻璃配料plc控制系統中的應用 地址:http://m.511997.cn/gongsi/3617.html











