")
































s7-200西門子plc運動控制的流漿箱系統(tǒng)設(shè)計
一、概述
流漿箱是造紙機的重要系統(tǒng)設(shè)計部分。其主要功能是產(chǎn)生穩(wěn)定的漿料流并確保紙張的均勻性。紙張形成的均勻性取決于西門子plc運動控制流漿箱中纖維的分散程度和流漿箱唇緣的均勻性。s7-200對于速度小于200米/分鐘的造紙機,開放式流漿箱,即自壓式流漿箱,用于控制漿料水平的總壓力;在速度超過200米/分鐘的造紙機上,通常使用氣墊。流漿箱或(半)液壓流漿箱具有總壓力,漿料水平和紙漿網(wǎng)絡(luò)速度的主要控制參數(shù)。控制總壓力的目的是獲得從流漿箱到網(wǎng)的均勻紙漿流量。并且流速,控制漿料水平的目的是獲得合適的漿料流域以減少交叉流動和濃度變化,產(chǎn)生并保持受控的浪涌以限制纖維絮凝。
二、現(xiàn)場工藝要求及設(shè)備概述
1、總壓頭控制概述
通過改變P‘以穩(wěn)定H,總壓頭控制流漿箱的噴射速度,其通過精整泵的旋轉(zhuǎn)速度來調(diào)節(jié)。總壓頭的穩(wěn)定性對紙張的縱向量化有很大影響,必須予以保證。壓力控制回路工作在最佳狀態(tài)。
1)總頭部檢測:壓力變送器PT-101用于檢測壓頭。物理安裝如圖
所示

2)總磁頭設(shè)置:總磁頭設(shè)置值Ps有兩種設(shè)置方法。首先,它在上位機中直接設(shè)置(設(shè)定值),并通過通訊接口發(fā)送到西門子plc。其次,網(wǎng)絡(luò)被放在上位機上。速度w和紙漿網(wǎng)速比αs,計算機根據(jù)公式Ps=K×計算總壓力值; (αs× W)2,并通過通信接口將其發(fā)送到西門子plc。
3)總磁頭控制:計算機根據(jù)總磁頭設(shè)定值,測量值和總磁頭與電平之間的耦合關(guān)系給出控制信號(4~20mA DC)。漿紗泵的速度由漿紗泵變頻器控制。如果總壓頭的實際值低于給定值,則增加定徑泵的轉(zhuǎn)速,反之亦然,減小定徑泵的轉(zhuǎn)速直到總壓頭達(dá)到設(shè)定值。 。定徑泵也可以手動控制,也就是說,逆變器的輸出將被置于人機界面的“手動”位置,以直接控制定徑泵的速度。
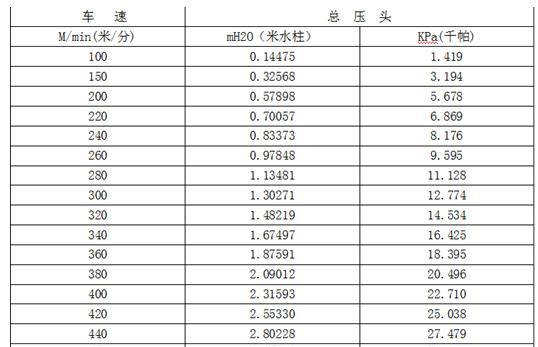
4)漿料速度/紙幅速度控制:紙張在縱向和橫向上的成分是否一致,制漿速度與流漿箱唇緣中紙漿凈速度的關(guān)系非常接近,并且流漿箱的總壓力決定了紙漿。噴射速度為α=J/W=60√2gP/V,其中P是總壓頭,W是網(wǎng)速,α是紙漿速度網(wǎng)絡(luò)速度比。在實際使用中,由于唇口開度,流漿箱的形狀不同,α的設(shè)定值α也不同。因此,有必要根據(jù)實際情況確定。在不控制紙漿速度比的設(shè)備上,通常通過手動計算來計算比較表。操作員根據(jù)不同的速度手動調(diào)整總壓頭設(shè)置。在該系統(tǒng)中,總壓力可以自動跟隨車速變化(配備網(wǎng)絡(luò)速度輸入模塊),通過鍵盤輸入,αs值可以很容易地改變,以滿足過程的要求;同時,給出了不同紙漿速度比的條件。總壓力 - 網(wǎng)絡(luò)速度比較表供操作員查詢。
總壓力參數(shù)表如下
2、泥漿位置控制
在雙均化輥氣墊式流漿箱中,漿液液位控制回路是總壓力控制回路中的中間連桿。在總壓力調(diào)節(jié)過程中,漿料水平將連續(xù)波動,這取決于漿料水平調(diào)節(jié)。不斷調(diào)節(jié)電路以將液位穩(wěn)定在一定高度。
1)漿料水平檢測:漿料位置由差壓水平變送器LT-102檢測,凸緣部分安裝在流漿箱底部的外部。

2)漿料設(shè)定:根據(jù)要求在觸摸屏設(shè)置在0.3-0.5米之間
3)漿料液位控制:根據(jù)漿料位置的設(shè)定值,漿料與總壓頭之間的測量值和耦合關(guān)系,經(jīng)過相應(yīng)的控制處理后,給出控制信號(4~20mA DC),頻率由風(fēng)扇轉(zhuǎn)換。控制羅茨鼓風(fēng)機的氣流量。如果漿料水平低,則空氣體積減小。相反,如果漿料水平高,則增加空氣體積直到液位達(dá)到設(shè)定值。風(fēng)扇速度可以采用變頻,也可以手動操作,并且手動確定速度。在調(diào)試期間可以使用此功能。
4)正常運行:理想的泥漿水平調(diào)整,泥漿水平的波動應(yīng)在允許的范圍內(nèi),以確保泥漿表面的漿液和氣泡完全溢出溢流槽,以及漿液水平調(diào)節(jié)對漿液水平的影響。總壓頭。對于最小的。
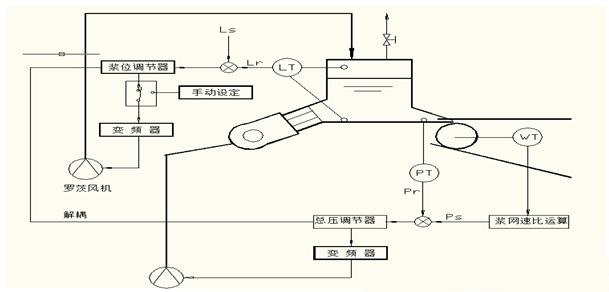
3、控制圖
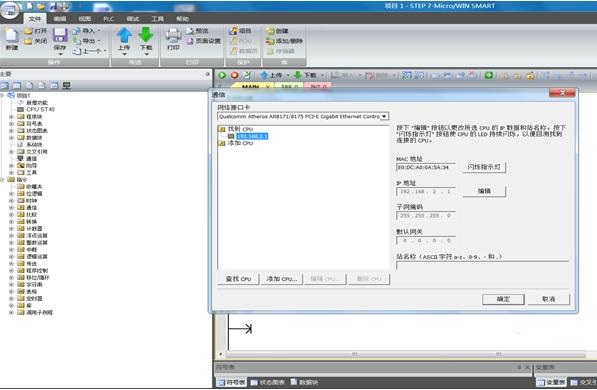
三、電氣硬件設(shè)計
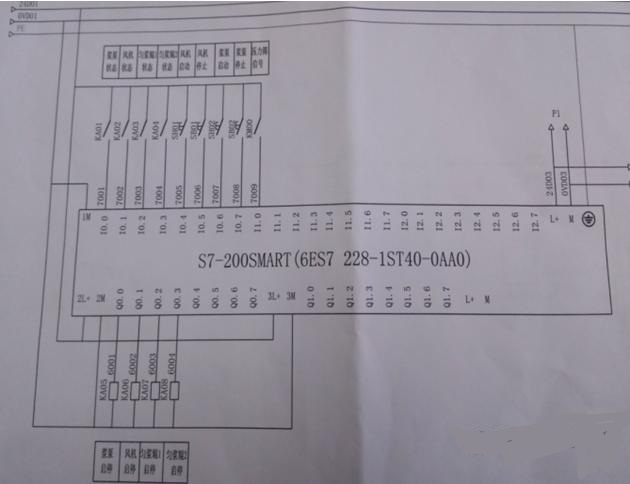
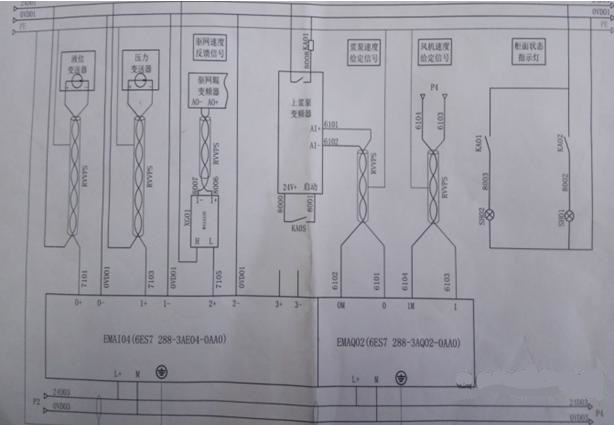
根據(jù)技術(shù)協(xié)議,西門子200SMART系列PLC用于控制一臺羅茨鼓風(fēng)機,一臺渣漿泵和兩臺均質(zhì)輥,共四臺電機。 (風(fēng)扇和兩個均質(zhì)輥由ENC600控制。渣漿泵的使用者必須提供操作反饋以滿足用戶的要求。同時,必須控制流漿箱中的液位變送器和壓力變送器。此外,還保留了冗余以方便操作。圖紙如下
機柜內(nèi)的物理地圖


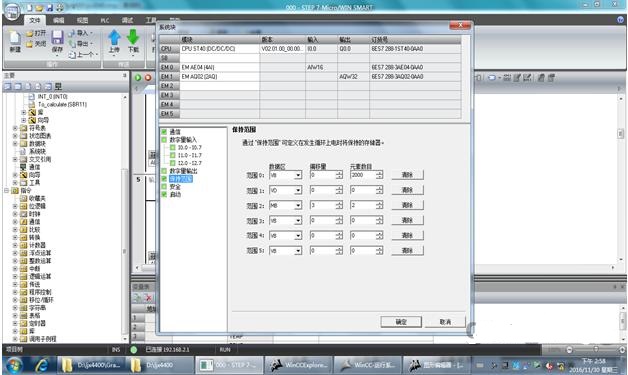
四、PLC程序設(shè)計
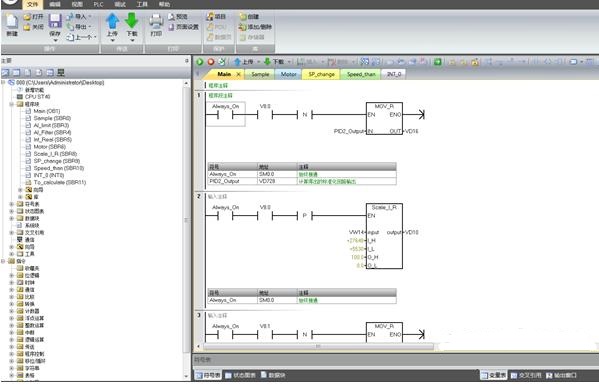
程序中的存儲器V具有掉電保存功能,設(shè)置以下參數(shù)
五、上位機程序設(shè)計
根據(jù)實際要求,設(shè)計操作方便的按鈕,流程圖,趨勢圖等,如下圖所示

六、現(xiàn)場調(diào)試
該設(shè)備中有三相電源線和信號線。系統(tǒng)穩(wěn)定性必須單獨分開,以滿足控制要求。
先檢測線路接線正確性,plc系統(tǒng)設(shè)計通電后,測試通訊正常;調(diào)試通道的正確性,監(jiān)測上傳信號的正確性,點動啟動電機觀察其轉(zhuǎn)向電機轉(zhuǎn)向,反饋正常;在設(shè)備啟動前,設(shè)置合適的液位,根據(jù)速度設(shè)定總壓,先點擊在手動模式下,觀察壓力水平是否正常,等待壓力,液位達(dá)到設(shè)定值,開關(guān)到自動模式并觀察是否有任何異常。
七、總結(jié)
本文介紹了西門子plc運動控制的流漿箱控制系統(tǒng),介紹了控制系統(tǒng)設(shè)計,PLC程序設(shè)計,PC編程等,希望能夠幫助使用SMART PLC的同行。文本中的一些內(nèi)容源自互聯(lián)網(wǎng)。如果有什么不妥,請海涵。如果上述方面存在任何不足之處,請向同行提出更多批評和指導(dǎo)。
標(biāo)題:s7-200西門子plc運動控制的流漿箱系統(tǒng)設(shè)計 地址:http://m.511997.cn/gongsi/3615.html
境--陜西容感電氣")
")
量守信譽證書")
療方面的plc控制系統(tǒng)")
平臺發(fā)布")
原理說明")

介紹")

據(jù)輸入方法")
構(gòu)和各部件的作用")
內(nèi)部干擾")