
































山東魯能dcs在全自動折彎機上的控制系統
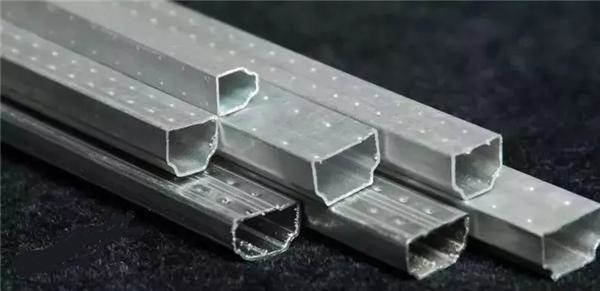
隨著社會的日益進步,全自動控制在工業使用中也越來越廣泛,山東魯能dcs在全自動折彎機上的應用也越來越多自動鋁帶彎曲機屬于玻璃加工業,主要用于真空玻璃外側鋁帶的生產。
分析了鋁帶彎曲機的設備組成和工藝流程,構建了基于魯能運動控制器總線系統交流伺服系統的鋁帶自動彎曲機plc控制系統,實現了鋁帶的裝載和自動生產。整個送料、送料和彎曲過程提高了生產效率和彎曲質量。
國內高端鋁帶彎曲機市場已被國外品牌壟斷。國產鋁帶的加工主要以手工彎曲和鋁帶拼接為主。手工彎曲存在鋁條剛度差、四角滲漏、生產效率低等問題。所用彎曲機存在鋁帶精度不高和彎角不美觀等問題。因此,鋁帶自動彎曲機的定位,特別是控制系統的定位迫在眉睫。
設備組成與工藝流程
鋁棒折彎機設備:
該裝置的主體包括機身框架,鋁框背板,自動材料接收裝置,踩踏機構,彎曲機構,自動材料切割機構,電子控制系統,電源控制系統,控制器盒子和觸摸屏人機界面組成。

設備組成
自動接料裝置:
它由連接定位部分和鋁條定位部分組成。當鋁帶的尾部到達信號時,接收系統會自動定位鋁帶的尾部,等待下一個鋁帶的自動更新。
彎曲機構:能準確調節和控制彎曲機構的彎曲角度。
自動斷料機構:
當初始裝載或框架彎曲完成時,切割機構自動切割鋁帶。
自動斷料機構:
當初始裝載或框架彎曲完成時,切割機構自動切割鋁帶。
電氣控制系統:
電氣控制系統是整個設備的核心。設備的控制軟件安裝在MC運動控制器中。所有控制命令、計算、輸入和輸出信號、系統狀態監測以及與操作員的通信均由本部分執行。
該系統采用山東魯能伺服并支持總線電機。非常物有所值。使用總線控制系統,用戶可以在不增加電機成本的情況下,大幅減少線路安裝。100米網絡帶寬的優異穩定性保證了系統的mc 1002r和各種a6n伺服驅動器之間的控制周期可以達到0.5ms,大大提高了客戶端的控制精度。
電源控制系統:
氣動動力系統由多個氣動電磁閥、相應的氣動電路、多個氣動元件和控制信號電路組成,負責完成設備復雜的程序控制動作。
觸摸屏軟件界面:
操作人員對設備的使用、所需的數據輸入量以及設備需要知道的關于設備操作的信息都是通過觸摸屏完成的。
鋁條折彎的工藝流程
設備上電后,通過觸摸屏輸入鋁框圖形參數,然后按下腳踏開關設備開始運行。plc控制系統通過判斷原料的位置或直接進入自動彎曲過程來選擇自動進給過程,并自動確定當前原料的剩余材料接頭。該位置是否出現在禁區內。階梯進給系統將由控制系統計算的材料長度精確地傳遞到彎頭,從而完成所需的彎曲形狀。
重復這兩個步驟,直到鋁框架的整個成型過程完成。
在鋁架的彎曲過程中,目前加工過的鋁條會隨時用盡。鋁帶的自動測定可以自動延續到當前的鋁帶尾部,而不中斷當前的鋁帶成型工作。
控制方案
控制器選擇Luneng dcs,一個專用于運動控制的可編程控制器。它通常用作單個復雜運動機器的控制核心。 MC1002R支持總線控制系統,可連接多達32軸伺服系統。
MC具有高精度64位運動解決方案,雙核CPU,667M主頻率控制器采用魯能DCS控制器,此操作采用64位雙精度浮點數操作,保證操作精度。
mc 1002r運動控制器
該裝置由觸摸屏,MC運動控制器和伺服系統組成,形成一個開放式運動plc控制系統。 MC運動控制器根據彎曲工藝要求控制每個輸出點和伺服單元。在進給伺服單元接收到命令后,伺服電機被驅動。進行進給以實現鋁彎曲機的運動控制和邏輯控制。控制流程如右圖所示
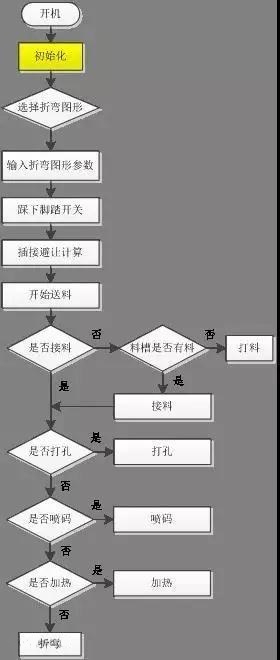
控制流程圖
實現的功能及效果
根據實際運行結果,控制系統功能如下:
角速度自動調節
鋁條自動連接,矩形框架連接件智能避免;
自動切割,損傷小,易于拆卸,不影響下道工序和美觀;
加熱功能可用于加熱邊緣的溫度帶和彎曲角度的彎曲。采用獨立的加熱控制,保證了彎曲質量。
沖壓功能,沖壓配置可以在彎曲過程中處理間隔框架上的膨脹孔,并用于在加工絕緣玻璃后手動填充氬氣;編碼功能。
基于魯能dcs運動控制器和鋁合金自動彎曲機總線plc控制系統,實現了鋁帶彎曲過程的控制。具有精度高(+1mm)、鋁框插入接頭、折疊角度等優點,氣密性好、速度快、自動化程度高、穩定性高、操作方便。推動我國中空玻璃行業鋁帶彎曲設備的技術進步,實現鋁型材彎曲機的國產化。已經邁出了重要的一步。
標題:山東魯能dcs在全自動折彎機上的控制系統 地址:http://m.511997.cn/gongsi/3477.html



")







