
































羅克韋爾plc rslogix5000通訊協議在煉鋼轉爐升級改造應用
隨著新世紀工業化的進一步發展,羅克韋爾plc自動控制系統的應用領域越來越廣泛。 羅克韋爾plcrslogix5000通訊協議技術的編程方法比較簡單,適應性強,可靠性更好,可以達到電氣自動化控制的水平。以下是關于羅克韋爾plc小型系列與您分享plc自動控制系統在煉鋼轉爐升級改造應用。該項目結合了實際生產,并對轉換器軟件,硬件和網絡系統進行了全面升級,極大地提高了系統運行的穩定性。
1 前言
一臺煉鋼廠的100噸轉爐使用ROCKWELL plc控制系統投入運行。經過6年的運行,由于羅克韋爾plc系統老化,故障率高,人力和物力資源投入大,嚴重影響了煉鋼的順利和直接生產。經過技術人員的研究,決定對轉換器進行全面升級。
2 改造前存在問題
2.1設備老化,故障率高
改造前三年,據統計,每年的故障數量達到30多次,故障時間約為3天。轉爐每次冶煉需要50分鐘。如此高的故障率嚴重地限制了轉換器的穩定生產。
2.2停止備件并且訂購困難
PLC5模塊已停產,備件供應非常困難,昂貴且難以保證,這對正常生產和設備的日常維護造成很大的隱患。
2.3老系統抗干擾能力有限。
羅克韋爾PLC系統中存在強烈的交流干擾信號。周圍電機的啟動和停止會導致PLC出現故障。
2.4該系統是開放的,多功能和靈活的。
原來的PLC5的DH +網絡很難與其他系統通信以實現數據共享。
3 改造措施
3.1轉型計劃
通信網絡從DH +升級到工業以太網。
3.2系統設計
3.2.1硬件組成
表1硬件配置表
序列號設備名稱型號(塊)
1、UPS電源COMET-S311
2、個機架13個插槽1756-A1310
3、個機架4個插槽1756-A41
4、電源模塊1756-PA7511
5、CPU模塊1756-L623
6、CPU電池1756-BA13
7、以太網TCP/IP通信模塊1756-ENBT/A3
8、羅克韋爾Controlnet通信輔助模塊1756-CNBR/D11
9、數字輸入模塊1756-IB1644
10、開關輸出模塊1756-OW16I27
11、模擬輸入模塊1756-IF1620
12、模擬輸出模塊1756-OF85
13、計數模塊1756-HSC2
14、T型水龍頭1786-TPR11
15、75Ω終端電阻1786-XT6
16、編碼器CE65S2
3.2.2軟件組成
操作系統:Win 7
編程軟件:羅克韋爾RSLogix5000編程軟件和ab Rslinx通信軟件配套使用,以及Rsview32HMI人機界面的制作
主持人:用DELL Business Machine替換
PLC處理器:CPU采用1756-L62
通訊模塊:1756-ENBT
網絡通訊:采用工業以太網通訊結構,滿足TCP/IP協議
3.2.3網絡結構設計
原鋼轉爐網絡系統采用環形拓撲結構。每個轉換器由一個小環組成。四個小環和公共饋電系統以及風扇實用系統形成一個大的環形網絡。整個網絡中有27套PLC。在車載計算機上,數據交換頻繁并實時更新。由于沒有形成大環網,但采用了總線拓撲結構,這些主要的隱患會導致多網絡崩潰。
改進措施:首先用MOXA ED6008和MOXA EDS408A替換網絡中的交換機,統一分配IP地址,并使用軟件設置確定大型環網中的主交換機,并為每個交換機設置通信協議,包括Moxa ED6008系列。該開關選擇帶ED6008系列冗余協議的Turbo Ring。對于Moxa ED408A系列交換機,采用IEEE802.1D冗余協議來確保網絡安全。連接環網時,首先檢查并標記大環網的光纖重新點亮列。對于大型環網上的所有交換機,請按照端口7作為輸入線,端口8是輸出線原則。對于每個端口,TX端和RX端都標記并連線。每次連接設備時,都會檢測到數據流量。大環網連接成功后,各交換機端口的數據流正常,各主機數據正常。
轉換前后轉換器的網絡圖如圖1和圖2所示。
3.3應用程序編程
3.3.1編程羅克韋爾ControlLogix5000程序
由于PLC5 CPU和RSLogix5000 CUP處理字長和指令寫入規范,前者為16位,后者為32位。直接轉換程序不能直接使用。一些重要的功能必須由技術人員手動重寫,如I./O地址映射,控制網絡地址映射,通信指令等。ControlLogix5000采用以太網通信方式。優化升級后,通信速度提高10倍以上。
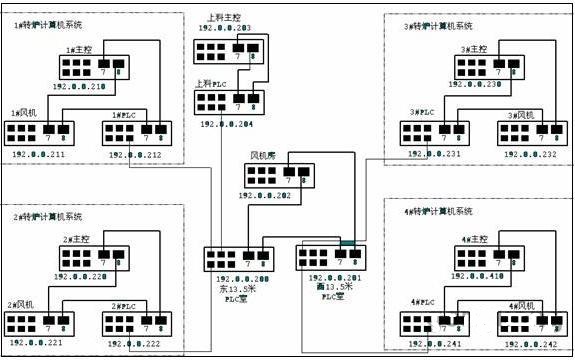
圖1轉換前轉換器的網絡圖

圖2轉換后的變壓器網絡圖
3.3.2稱重鏟斗和裝配重量
在排出過程中,煉鋼輔助材料往往具有堆積和阻塞材料的現象。通過技術改進,將組裝重量添加到每個輔助料倉的稱重料斗中,并通過控制程序控制鏈條,以確定是否存在庫存現象。并在操作屏幕上報警提醒,避免物料堆積,堵塞現象。
3.3.3全氬吹模式的發展
為了冶煉各種鋼和優質鋼水,開發了轉爐底部吹氬的全過程,提高了轉爐冶煉鋼和優質鋼水的冶煉能力。
3.4監控屏幕創建
3.4.1監控界面的升級主要是創建一個新的標簽數據庫,并與程序地址建立通信連接。
步驟1:創建新的OPC服務器以替換原始的直接驅動器通信,以使屏幕更具響應性
加快。如圖3和圖4所示。
步驟2:更新數據庫標簽格式并建立OPC通信協議。
步驟3:連接屏幕中的標簽路徑以建立通信連接。
步驟4:建立以與羅克韋爾plc CPU建立數據映射。
步驟5:配置RSlinx通信連接。
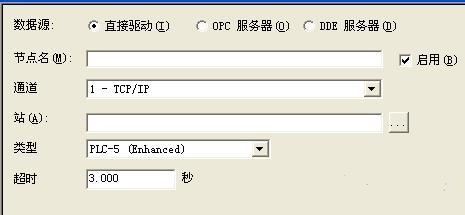
圖3轉換前的
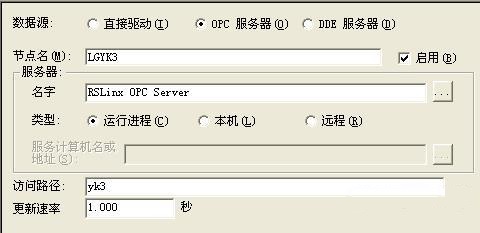
圖4轉型后
3.4.2實現主控操作界面,一臺多功能機
原來的煉鋼轉爐氧槍和原料主要由一臺主機操作。在實際的生產過程中,由于主機本身或網絡通信等,存在崩潰或網絡中斷,無法操作。技術人員長時間到達現場并且故障未及時處理,從而影響煉鋼,在控制系統的優化和升級中,氧槍和原料主要由上位機操作,主要操作屏幕是多用途的。如圖5

圖5氧槍原料操作屏幕
4 實施效果
(1)故障率比轉換前低40%,故障處理時間≤1小時/月。
(2)備件用途廣泛。
(3)系統維護成本每年降低70%。
(4)系統的開放性,可擴展性,靈活性和穩定性得到顯著提升,并在每個位置實現網絡通信和數據共享。
5 結語
羅克韋爾rslogix5000通訊協議豐富的現場經驗和良好的質量和多功能性縮短了項目轉型時間,羅克韋爾plc工程轉型順利完成。主要完成plc控制系統改造,現場設備安裝,接線,調試等工作。
標題:羅克韋爾plc rslogix5000通訊協議在煉鋼轉爐升級改造應用 地址:http://m.511997.cn/hangye/3659.html











