")
































三菱plc計數(shù)器在連桿擰松機控制中的應用
PLC在控制系統(tǒng)中的應用是基于自動控制技術、微機技術、三菱plc計數(shù)器和基于通信技術的新一代工業(yè)控制裝置。隨著微處理器技術的發(fā)展,三菱plc得到了迅速的發(fā)展,并在各個領域得到了越來越廣泛的應用。介紹了三菱PLC計數(shù)器在連桿松動機控制中的應用及應注意的問題。我希望這對你有幫助。
一、簡述
氣缸體,曲軸,連桿,連桿中的凸輪軸和氣缸蓋是發(fā)動機的五個主要部件。連桿體和連桿蓋上的大孔通過螺栓和螺母與曲軸組裝在一起,通過氣體壓縮,點火和爆炸膨??脹為車輛提供前進動力。為了減少連桿大孔與曲軸之間的磨損并便于維護,在孔中設置薄壁金屬軸承襯套。在組裝發(fā)動機之前需要對連桿進行超聲波清潔。在清潔之前,需要拆下連桿螺母和螺釘以及連桿蓋。如圖1所示,它是連桿和活塞結構的示意圖。

圖1連桿和活塞結構圖
連桿螺母的早期連接是用松散的槍手動操作的。隨著汽車工業(yè)的快速發(fā)展,汽車制造商根據(jù)零部件的設計標準制定了相應的裝卸技術標準,嚴格執(zhí)行螺母的緊固扭矩和緊固方法,減少誤差,保證質量。因此,自動松動和緊固件是天生的。松動操作方式如下:將連桿總成放在松動機臺上,用雙手按開式起動按鈕按下連桿的大端環(huán);使噴射槍推缸的位置松動使機的開口位置松動,使噴嘴的位置松動,使機開缸復位,根據(jù)操作員設定的松動參數(shù)松開控制器,發(fā)送松扭矩和放松槍,并實現(xiàn)放松控制器在控制下。松開螺母;擰開噴槍,將氣缸向后推,夾緊氣缸復位,然后松開。如圖2所示。
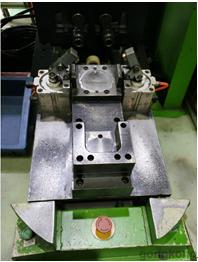
圖2松開機器地圖
二、控制系統(tǒng)構成
1. TWINCVI II控制器
TWINCVIⅡ控制器可以控制一個或兩個手持ER或固定的EM電源工具。控制器被設置為直接在工廠中使用。默認設置足以滿足大多數(shù)應用程序的需要。根據(jù)操作模式是同步的還是異步的,TWINCVI II包括一個或兩個控制站。應根據(jù)應用程序和軸的數(shù)量選擇操作模式。控制器默認為異步模式。
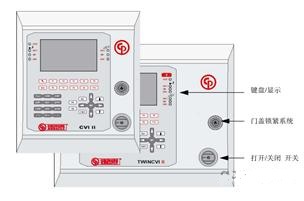
圖3松開機器控制器
2.控制系統(tǒng)組成和功能
硬件配置和結構
PLC:Mitsubishi FX2N-32MR 1套
圓柱:SCJ 40 * 75 4套
松動控制器:TWINCVI II 1套
松動工具:EM60-20J 1對
其他:電氣元件,氣動閥門組件 1套
系統(tǒng)結構如圖4所示。
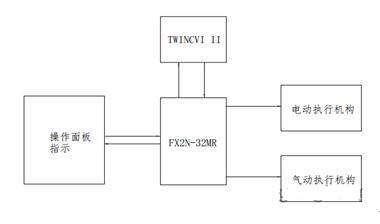
圖4系統(tǒng)組成結構圖
PLC作為控制系統(tǒng)的核心器件,接收操作者的指令,判斷氣缸的位置,并將松動信號發(fā)送給松動控制器。控制器根據(jù)設定的松動轉矩和角度發(fā)送松動信號。
三、電氣控制原理圖
1.根據(jù)電氣控制要求,繪制電氣原理圖和接線圖,信號指示和繼電器由24VDC電源供電。 PLC控制器,松動控制器和電磁閥組由220VAC AC供電。如圖5,圖6和圖7所示。
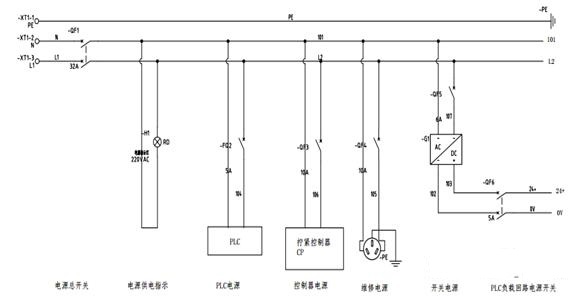
圖5plc控制系統(tǒng)配電圖
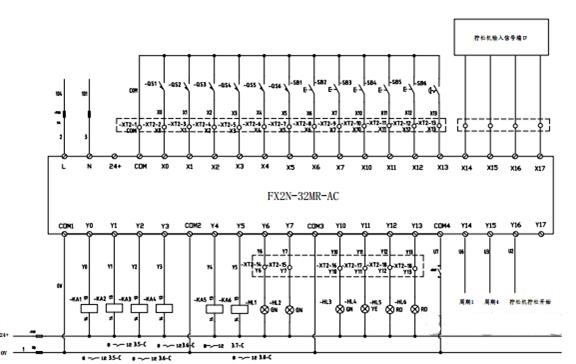
圖6 PLC控制回路
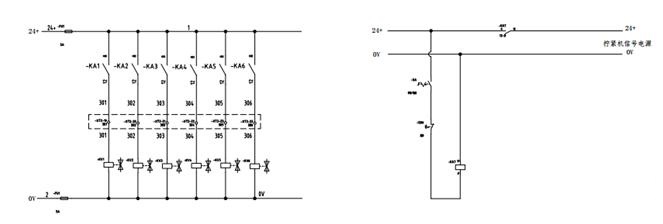
圖7電磁閥驅動和卸載功率控制
2.解鎖PLC和PLC之間的信號連接
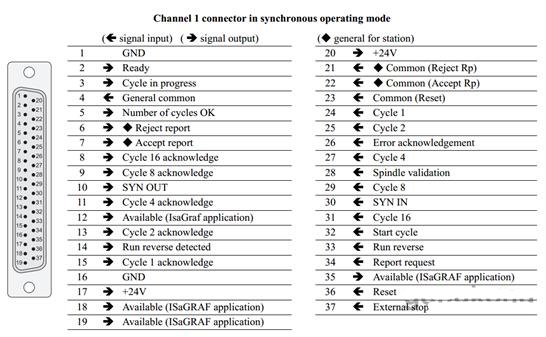
信號說明:
就緒:就緒當控制器處于正常運行狀態(tài)時,此信號為“1”。
循環(huán):對循環(huán)請求開始的響應。循環(huán)結束時減小到“0”。
Commons of Commons Relays
報表公共端引腳21失敗
符合性報告公共端引腳22
復位公共引腳23
一般公眾針4
除21/22/23以外的所有產出
循環(huán)編號循環(huán)編號:二進制代碼1-2-4-8-16。對于超過31的數(shù)字,通過總線網(wǎng)絡/鍵盤/ PC /條形碼/ ISaGRAF程序選擇循環(huán)。循環(huán)次數(shù)為n 1至n 250(每個通道250個循環(huán))。
接受報告在報告周期結果且報告合格時向三菱plc報告。
拒絕報告當報告周期結果且報告不合格時,報告將發(fā)送到PLC。
啟動循環(huán)循環(huán)啟動只要信號為“1”,循環(huán)就會運行。當信號下降時,循環(huán)停止并將報告發(fā)送到PLC。
3,控制器和三菱plc輸入輸出接線標準
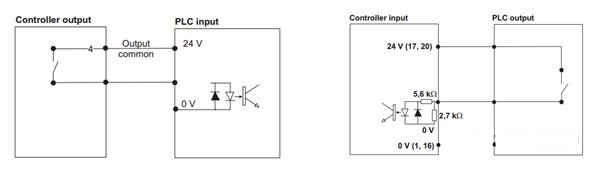
控制器和PLC之間的連接圖如圖8所示。
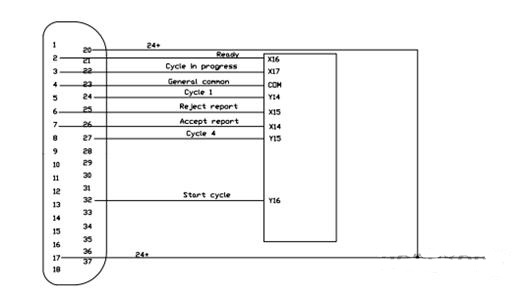
圖8擰下控制器和PLC的接線圖
四、設備運行狀況及優(yōu)勢
發(fā)動機連桿松動自動工藝設計解決了人工操作造成的質量危害,提高了生產效率,具有良好的防錯能力,保證了擰緊過程的平衡,提高了后續(xù)在線質量控制水平。保證了裝配質量。在現(xiàn)代發(fā)動機裝配線中,活塞連桿全自動松動工藝的應用是一種創(chuàng)新,具有較好的擴展性,能更好地適應混合生產線規(guī)模化生產的現(xiàn)狀。在發(fā)動機制造領域,大力推廣自動化工藝應用。該設備自2016年投入使用以來,運行穩(wěn)定,工人得到了高度認可。
總結:以上就是小編根據(jù)三菱plc在控制系統(tǒng)中的應用及三菱plc控制系統(tǒng)應用需注意問題的一些見解,我們?yōu)榭蛻籼峁┝可矶ㄖ频淖詣踊鉀Q方案,西門子plc,三菱plc,歐姆龍plc,組態(tài)軟件系列產品是專業(yè)的自動化控制系統(tǒng)集成服務商.歡迎來電咨詢訂購!
標題:三菱plc計數(shù)器在連桿擰松機控制中的應用 地址:http://m.511997.cn/gongsi/3822.html

和驅動繞線轉子電機的功能")

")
平臺發(fā)布")
原理說明")



據(jù)輸入方法")

內部干擾")